Ahaa, teil CNC keskus! Ja te kasutate seda millekski muuks kui
mõnes firmas? TORE!

no siis:
CNC-töötlemiskeskuste freesid jagunevad kuju ja materjali
järele:
Kuju järele:
- sirged
- profiilsed
Valmistustüübi järele:
- ettejoodetud HW (kõvasulam)-hammastega – varsti juba minevik….juba
ongi minevik! - tervik-HW freesid (ainult spiraal-freesid)
- vahetatavate HW-nugadega – nii sirgetele servadele kui profiili töötluseks
- DP (teemant) hammastega
Allpool ainult väike tutvustus eri freesi tüüpidest (variante on tuhandeid….) – täpsemalt uuri
meilt, selleks lepi vaid aeg ette kokku!
Kinnitus-süsteemid kõigepealt:
| ISO-koonusega tsang-padrun kinnitus(uutel pingtel kasutakse nüüd juba rohkem HSK) |  |
| Täpsem ja tugevam – HSK 63F |  |
|
Sisemutriga ZETA kõrgtäpne padruni-süsteem: HSK63F+OZ25. Vaata täpsemalt allpool… |
 |
| Kõrgtäpseim kinnitus – TRIBOS – ehk hetke parim kinnitus tavakinnituseks. Nt teemant-instrumendid on “kohustuslik” kinnitada vaid TRIBOS-ega! Ja kui on vaja asetada samasse hoidjasse väiksema sabaga lõikeriist,– on lahendus olemas vahehülsi näol |
|
| Hea alternatiiv on PREZISO hoidja, kus saab kasutada klassikalisi tsange, kuid mis on seejuures täpsusklassis 0,03 mm. |  |
Nii TRIBOS kui ka HÜDRO kinnituse korral on väiksemate sabadega lõikeriistade kinnitamiseks vajalik kõrgtäpne vahehüls, nende mõõtude valik on suur. |
 |
| WEEKE puurikeskuses BHX on tihtipeale vaja instrumendid tuua töödeldavale detailile lähemale – selleks on pakkuda vaheadaptrid, sisemutriga OZ16 |   |
| Väga tihti on vaja kinnitada avaga instrumente – siis on hädavajalik kasutada võlliga kinnituskoonust. Kas siis SK30 koonusega, või HSK 63F |

|
| Ja loomulikult on vaja kinnituskoonusele vastavaid vedrupadruneid, suurused 2..20 ja 2..25 mm jne JA NEID PADRUNEID ON VAJA VAHETADA VÄLJA IGAL AASTAL! |
 |


| Ja kui on vaja eraldi lisaagregaate teie olemasolevale CNC-freespingile, siis palun! Firma ATEMAG pakub laia valikut kõigile põhilistele pinkidele: BIESSE IMA HOMAG MASTERWOOD MORBIDELLI WEEKE |
|
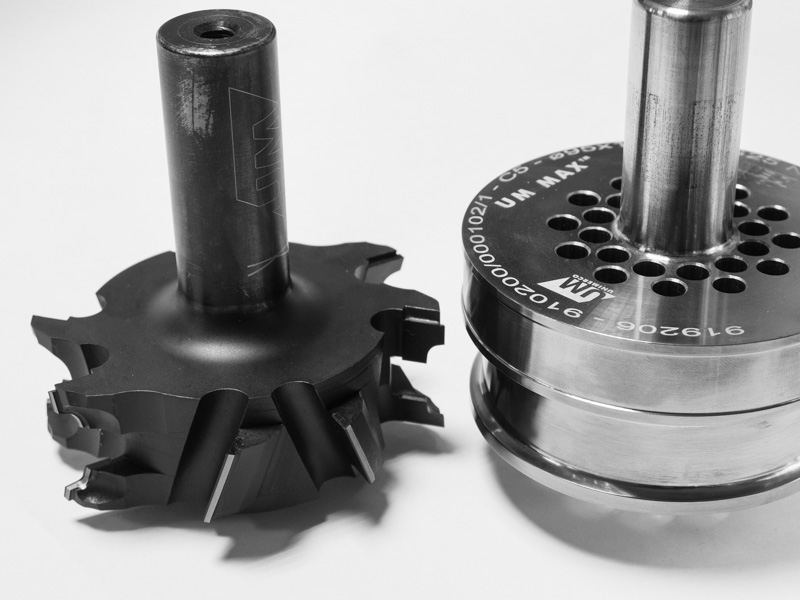
| Kui teil on 5-teljeline CNC-freespink, saate kasutada saagimis-opreratsoioone – vajalik on saehoidja. Neid pakume erineva läbimõõduna, ja erineva tööpikkusega A.
|
   |



| Ning veel üks hädavajalik detail – korralikud kruustangid tsangide kinnipigistamiseks! Ja veelgi parem, kui need on koos mõõtesedmega (alumisel pildil) Versioone on mitmeid, igale oma, küsi lisa! Vaid korralikus kruustangis saad tsangid kinni pingutada normide kohaselt – 140..200 Nm
Pakume ka ainult mõõteseadet, et saaksite sisestada õiged lõikeinstrumendi andmed CNC programmi: Ja veel üks absoluutselt tarvilik abivahend – |
    |
Sirgeid freese kasutatakse põhiliselt detailide lahti ja mõõtufreesimiseks:
|
Lahtifreesimiseks sobivad täisHW-spiraal otsfreesid …(kõvad puiduliigid ja ristvineer)Eraldi teema on spiraalfreeside katmine erinevate metallide segudega, tõstmaks kordi tööiga. Vaata seda >Ja SEE TÕESTI TOIMIB! |
|
| … või “hambulised” HW-hammastega:(kõvad ja pehmed puiduliigid)
Samalaadseid, vahetatavate hammastega on olemas ka TEEMANT-hammastega tüübina. |
|
| Mõõtufreesimisel tuleb kasutada täpsemaid tööriistu: … väga hea pinnakvaliteedi saavutamiseks tervik-HW spiraalfreesevõi… |
 |
| ..suurte etteandekiiruste (üle 15 m/min) korral suure diameetriga spiraalfreeseKinnitus kas tsangi või veelgi parem – otse HSK koonusega |

|
| Plaatmaterjalide töötlemne on mõistlik teha teemant (DP) freesidega … ühekordse ja odavaga või… |
 |
| ..tõelise “tööhobusega” – lubatud etteande kiirused 15..30 m/min |
 |
| LEUCO insenerid töötasid välja TEEMANT-FREESI kõvadele puiduliikidele, mis siiani oli “võimatu üleasanne”. Tööriist on 2011 aastal patenteeritud Leuco poolt.Nimeks pandi sellistele tugevalt kallutatud hammastega freesidele – P-SYSTEMSee on nüüdseks väga levinud ja kiidetud tööriist tõeliste proffide juures! |
 |






Profiilmaterjalide töötlemiseks on freeside valik lai: lähtekohtadeks on seejuures töödeldav materjal, töötlemise kiirused ning toodete partiide suurused.
MDF-detailide väike-seeriate ja puit-detailide suur-seeriate korral on mõistlik kasutada universaalseid noapäid vahetatavate HW-nugade ja tugiplaatidega:
Antud noapead on konstruktsioonilt kahte tüüpi:
a) universaalpead, kus profiil-noad teotuvad tugiplaatidele – seega sama peaga võib toota mitmeid erinevaid profiile:




b) pead, kus HW-nuga kinnitatakse otse eelprofileeritud noapeasse:
Tüüpi a) on otstarbekas kasutada väikeseeriate tootmiseks ning
tüüpi b) suurseeriate valmistamiseks.


Suur-seeria MDF-plaadist toodete puhul aga peaks eelistama teemant-hammastega
profiil-freese:


c) eraldi maailm on AKNA-Keskuste pead, kus iga tööriist projekteeritakse “rätsepatööna”
MDF-plaadi SERVA KUUM-TÖÖTLEMINE
Et parandada mõõtu freesitud MDF pinna siledust enne viimistlust, ja hoida kokku ühe krundi-kihi
pealekandmine, on olemas (patenteeritud) meetod pinnakihi kuumutamiseks.
Peale mõõtu freesimist tuleb MFD serv töödelda sama profiili omava ja teatud parameetritega
pöörleva terasest kettaga.
Tulemus – töödeldud pind on sile ja vajab vähem viimistlust!


KINNITUSED – veel
Sisemutriga ZETA tsangkinnitus.
Traditsioonilise tsangsüsteemi on nende puuduste (ebapiisav täpsus ja liigne raskus) tõttu tulnud välja vahetama uus sisemutriga ja lühikese Z-telje mõõduga padrunkinnituse süsteem:


Selle eelised:
– lühike Z-telje asetus – võimalik kasutada suuremaid võimsusi
freesimisel, jõuõlg on väikesm
– võimalik kasutada pöörlemiskiiruse 30.000 p/min korral
– kinnitustäpsus on 0,005 mm (tavatsangi korral 0,02 mm)
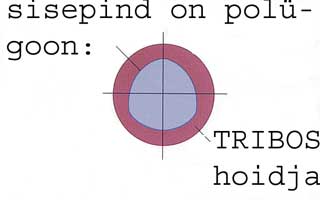
TRIBOS – täpseim kinnitus.
Kui soovite parimat tulemust oma lõikeriistadelt või hoolite oma CNC-masina spindlitest või kasutate pöörlemiskiirusi 30..40 000 p/min, peaksite kasutama uue põlvkonna tsangideta kinnitust
– TRIBOS-süsteemi:


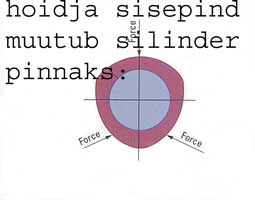
Milles saladus? Asi on tegelikult väga lihtne – lahtises olekus:

Hoidja asetatakse hüdropressi:

Ja avaldatakse survet 300..350 bar:

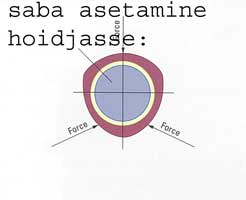
Nüüd on hea asetada tööriista saba ümmargusse hoidjasse:


Milles erinevus tava = tsang-vedrupadrun kinnitusest?
Kinnitustäpsus on suurusjärgu võrra erinev:
- tsangkinnituse korral on kinnitustäpsus 0,02 mm
- TRIBOS’e korral 0,003 mm
See tähendab, et vibratsioon on tunduvalt väiksem ja radiaaljõud
mootori spindlile on ca 3..7 kg 40..50 kg asemel – sellest tingituna on:
- võimalik on kasutada etteande kiirusi 20..25 m/min;
- lõikekvaliteet paraneb tunduvalt;
- lõikeinstrumendi tööiga suureneb kuni 5 korda;
- spindli laagrite vahetus lükkub edasi väga pikaks ajaks.